
焊接 3/8 英寸不锈钢时,您需要选择正确的电流强度以获得牢固、干净的结果。大多数焊工使用 170-200 安培的 MIG 焊机、150-180 安培的 TIG 焊机和大约 150 安培的焊条焊机。这些数字可能会根据您的机器、接头和焊接位置而变化。较厚的材料需要更高的电流,专家建议每 0.001 英寸的厚度使用约 1 安培的电流。您应该始终在这些范围内开始,并根据您的设置需要调整安培数。
对于 MIG 焊接 3/8 英寸不锈钢,请使用 170-200 安培。根据焊接质量进行调整。
TIG 焊接需要 150-180 安培。测试废料上的设置以确保正确的渗透。
焊条焊接通常在 150 安培时开始。选择正确的电极尺寸以获得更好的控制。
设置电流强度时,请务必考虑接头类型和焊接位置。这些因素影响热量的应用。
使用含有至少 98% 氩气的保护气体,以实现更清洁的焊接并防止污染。
对废料进行测试焊接有助于在开始主项目之前微调您的设置。
根据焊缝的外观调整电流强度。更高的电流提供更深的穿透力。
定期维护您的设备,以确保最佳性能并防止焊接问题。
焊接 3/8 英寸不锈钢时,您需要为您的工艺选择正确的电流强度和设置。正确的电流和设置可帮助您获得牢固的焊接并避免烧穿或未熔合等问题。下面,您将找到该厚度的 MIG、TIG 和棒焊设置的快速参考。
MIG 焊接是不锈钢的热门选择,因为它提供速度和良好的控制。对于 3/8 英寸厚度,您应将 MIG 焊机设置设置在 170 至 200 安培之间。一些技术指南建议,对于某些应用,您可能需要高达 250-275 安培的电流,特别是如果您想要更深的穿透或更快的行驶速度。请务必检查机器的功能并根据需要调整 MIG 焊接设置。
| 厚度 | 安培数范围 | 电压 | 送丝速度 |
|---|---|---|---|
| 3/8英寸 | 170-200安培 | 25伏 | 140-170 次/分钟 |
提示:从安培数范围的下限开始,如果发现熔合不良或焊接不牢固,则增加安培数。调整送丝速度和电压以匹配您的放大器,以获得最佳效果。
您还应该考虑焊丝尺寸、保护气体和焊机的工作周期等因素。这些会影响您的 MIG 焊机设置和焊接质量。
TIG 焊接可让您精确控制焊接,这对于不锈钢来说非常重要。对于 3/8 英寸材料,请将电流强度设置在 150 到 180 安培之间。合适的钨尺寸也很重要。对于这种厚度,3.2 毫米的钨丝效果很好,可以处理 150-300 安培的电流,为您提供灵活的设置。
| 钨丝直径 (mm) | 材料厚度 (mm) | 安培数 (安培) |
|---|---|---|
| 3.2 | 3.2至6.4 | 150 - 300 |
注意:使用干净、锋利的钨丝并将机器设置为推荐的电流以获得最佳效果。如果您发现熔池太小或太大,请调整您的设置。
TIG 焊接设置取决于您的接头类型和位置。在焊接最终工件之前,请务必在废不锈钢上测试您的设置。
棒焊对于不锈钢来说不太常见,但对于某些工作仍然有用。对于 3/8 英寸不锈钢,请将电流强度设置为 150 安培左右。为不锈钢选择合适的电极尺寸和类型。大多数焊工针对此厚度使用 3/32' 或 1/8' 焊条。
| 厚度 | 安培数范围 |
|---|---|
| 3/8英寸 | 150安培 |
提示:保持弧长短而稳定。如果您发现飞溅过多或渗透不良,请调整您的设置。
焊条焊接设置可以根据您的电极和机器进行更改。请务必检查机器手册以获得最佳起点。
当您设置 为 3/8 英寸不锈钢接头类型、焊接位置和机器类型在选择正确的电流强度和设置方面都起着重要作用。每个因素都会改变您需要的电流量以及焊接方法。 焊接机时,您需要考虑的不仅仅是金属的厚度。
接头类型会影响您需要施加的热量。如果您使用对接接头,则通常需要较少的电流,因为边缘紧密排列。对于 T 形接头或角接头,您可能需要增加设置。这些接头具有更大的质量,可以将热量从焊接区域带走。如果您使用凹槽或斜角,您可能需要增强放大器以获得完全穿透。在设置机器之前,请务必检查接头设计。调整设置以匹配接头,从而获得坚固、干净的焊缝。
您选择的焊接位置也会改变您的安培数设置。您会注意到,平焊更容易,并且可以使用更高的电流。当您垂直或仰焊时,您需要降低设置以获得更好的控制。以下是一些需要记住的要点:
焊接位置会影响您对电极尺寸和电流强度设置的选择。
较小直径的杆更适合垂直和头顶位置。它们为您提供更多控制并有助于防止熔池下垂。
较大的杆最适合平坦或水平位置。您可以使用更高的电流并更快地移动,这有助于管理熔池。
如果您尝试对每个位置使用相同的设置,您可能会遇到飞溅过多或焊珠形状不佳等问题。调整每个位置的设置以获得最佳结果。
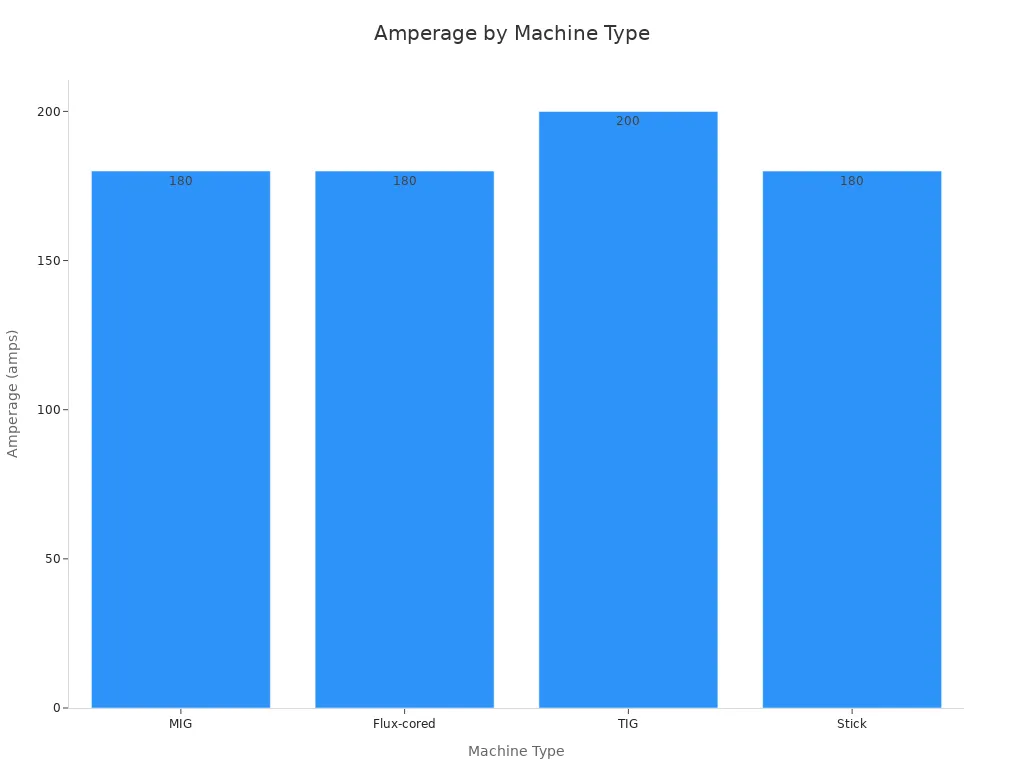
您使用的机器类型决定了电流强度和设置的限制。并非所有机器都能处理相同的电流或占空比。以下是 3/8 英寸不锈钢的常见机器类型及其典型设置的快速浏览:
| 机器类型 | 占空比 | 3/8 英寸不锈钢的安培数范围 |
|---|---|---|
| 米格 | 30% - 50% | 180安培 |
| 药芯焊丝 | 40% | 180安培 |
| 氩弧焊 | 各不相同 | 200安培 |
| 戳 | < 25% | 180安培 |
您还应该将机器的输出与您想要焊接的厚度相匹配。例如:
140 安培的机器可以焊接 1/4 英寸的焊缝。
180 安培机器适用于 5/16 英寸至 3/8 英寸。
200 安培的机器可处理 3/8 英寸至 7/16 英寸。
250 安培的机器最适合 1/2 英寸。
提示:请务必检查机器手册以获取推荐的设置。如果您的机器超过其额定电流或工作周期,您将面临过热和焊接质量差的风险。
为您的接头、位置和机器选择正确的设置有助于您在不锈钢上获得牢固、可靠的焊接。花时间调整每项工作的放大器和设置。这种方法可以为您提供更好的控制和更清晰的结果。

当您为 3/8 英寸不锈钢设置 MIG 焊机时,您需要密切注意安培数。对于这个厚度,您的目标应该是大约 250 安培。此电流水平可帮助您实现深熔透和牢固的焊接。您还需要将电压设置为 26V 左右以获得最佳效果。这些设置适用于较大的 MIG 机器,可以处理较厚材料所需的较高占空比。如果您的机器无法达到这些电流,您可能很难获得牢固的焊接。开始之前请务必检查机器手册。正确的电流强度和电压设置可帮助您避免未熔合或烧穿等问题。
提示:从推荐的设置开始,然后在测试焊缝时进行细微调整。观察熔池和焊道形状,看看是否需要更多或更少的电流。
选择正确的电线尺寸与设置正确的安培数同样重要。对于 3/8 英寸不锈钢,0.045 英寸实心焊丝效果最佳。该尺寸与较厚材料所需的较高电流相匹配。如果您使用的电线太小,您将无法获得足够的电流,并且焊缝可能无法穿透足够深。另一方面,使用太大的电线不会提高导电性,并且会增加成本。正确的焊丝尺寸还有助于防止过热并确保焊接安全。
正确的电线尺寸可确保您达到工作所需的正确安培数。
焊丝太细会导致焊缝薄弱和熔深不良。
过大的焊丝会增加成本,但不会提高焊接质量。
正确的尺寸可以最大限度地减少电阻加热并减少危险。
始终将焊丝尺寸与电流强度和所焊接不锈钢的厚度相匹配。
使用正确的技术将帮助您充分利用 MIG 焊接设置。首先选择二氧化碳含量低于 5% 的保护气体。许多焊工更喜欢使用氩气、氦气和二氧化碳的三混合气体来焊接不锈钢。使用专用工具清洁材料以避免污染。使用推动技术并保持稳定的行驶速度。这种方法可以改善焊道的外观并控制热输入。调整机器上的电感以帮助焊接熔池更好地流动。脉冲 MIG 还可以帮助减少飞溅并为您提供更多控制。始终使用不锈钢制成的驱动辊和衬里,以防止污染。焊接后,保持后流气体覆盖,以在焊缝冷却时保护焊缝。
注意:良好的准备和技术对焊接质量有很大影响。在开始主要项目之前,花一些时间设置设备并在废品上进行练习。
当您设置用于 3/8 英寸不锈钢的 TIG 焊机时, 您需要密切注意您的设置。正确的氩弧焊电流强度可确保获得牢固的焊接效果,而不会导致金属过热。对于此厚度,您应使用 150 至 180 安培的电流。许多焊工遵循一个简单的规则:每 0.001 英寸的厚度使用一个安培。对于 3/8 英寸不锈钢,本指南使您处于推荐范围内。
您还需要正确设置气体流量。对于 TIG 焊接,每分钟 10 至 15 升的流量效果很好。这个数量可以为您提供足够的屏蔽,以保护焊池免受污染。如果您使用带有 #10 或 #12 杯的气体透镜,则可以将氩气流量设置为每个杯尺寸每小时约 2-3 立方英尺。这些设置可帮助您保持焊缝清洁且坚固。
| 厚度 (英寸) | TIG 焊接安培数 (安培) | 气体流量 (L/min) |
|---|---|---|
| 3/8 | 150 - 180 | 10 - 15 |
提示:在开始主要项目之前,请务必在废不锈钢上测试您的设置。此步骤可帮助您微调氩弧焊电流强度和气体流量,以获得最佳效果。
选择正确的钨尺寸对于氩弧焊 3/8 英寸不锈钢非常重要。您需要一种能够承受这种厚度所需的更高电流的钨。 3.2 毫米(1/8 英寸)钨丝效果最佳。此尺寸支持 150-180 安培范围,并为您提供稳定的电弧。开始之前请确保您的钨丝清洁且锋利。精心准备的钨有助于您控制熔池并保持电弧稳定。
对于 3/8 英寸的厚度,请使用 3.2 毫米钨。
将钨锋利到更细的点,以便更好地控制电弧。
每次焊接前清洁钨以避免污染。
为了获得最佳的氩弧焊效果,您需要遵循一些关键提示。首先,在焊接前务必用丙酮清洁不锈钢。此步骤去除可能导致焊接缺陷的油和污垢。接下来,保持稳定的行驶速度。不锈钢的导热性能不如碳钢,因此您需要以防止热量积聚的速度移动。开始焊接并在两秒钟内开始移动,以避免该区域过热。
专业焊工建议使用气体透镜和大杯以获得更好的屏蔽。此设置可帮助您保护焊池免受空气影响。如果您发现焊池太小或太大,请调整氩弧焊电流强度。电流太小会使焊缝变弱,而电流太大会导致缺陷。始终设置气流以防止湍流,湍流可能会引入污染。
注意:良好的氩弧焊技术和正确的设置会对焊接质量产生很大影响。在废料上进行练习,以调整氩弧焊电流强度和行进速度。
当您设置 3/8 英寸不锈钢焊条焊机时,您需要密切注意安培数设置。对于这个厚度,大多数焊工使用大约 150 安培作为起点。确切的电流强度取决于您的电极尺寸和您计划焊接的接头类型。如果您使用 1/8 英寸杆,请将机器的电流设置在 90 到 120 安培之间。对于 3/32 英寸的杆,应使用 75 至 90 安培的电流。请务必检查机器手册以获取推荐的设置。从范围的低端开始,如果您发现融合不良或珠子较窄,则增加安培数。正确的安培数设置可帮助您获得牢固、干净的焊接,而不会烧穿金属。
选择正确的电极尺寸对于焊条焊接 3/8 英寸不锈钢非常重要。大多数焊工为此厚度选择 3/32 英寸或 1/8 英寸焊条。最常见的类型是 E308L-16 或 E316L-16 杆。这些棒与基体金属相匹配并具有良好的耐腐蚀性。将电极存放在干燥的容器中以防止吸潮。水分会导致气孔并削弱焊缝。使用与您的安培数设置和需要焊接的接头相匹配的电极尺寸。较大的杆适用于平坦位置,而较小的杆可以让您在垂直或头顶位置更好地控制。
| 电极尺寸 | 建议安培数 | 位置 |
|---|---|---|
| 3/32英寸 | 75–90 安培 | 所有职位 |
| 1/8英寸 | 90–120 安培 | 平面/水平 |
提示:始终将电极尺寸与机器的输出和不锈钢的厚度相匹配。
您可以通过以下一些关键技术来改善焊条焊接效果:
为您的母材选择正确的电极。对于大多数不锈钢作业,请使用 E308L-16 或 E316L-16 杆。
将机器设置为 DC+ 极性。此设置可为您提供更深的穿透力和稳定的电弧。
自信地划弧并保持较短的弧长。短电弧有助于控制熔池并减少飞溅。
如果您需要更宽的珠子,请使用轻微的编织动作。避免过度编织,否则会导致缺陷。
让炉渣冷却后再将其切掉。清除焊道之间的所有熔渣,以防止多道焊缝中出现夹杂物。
控制你的环境。棒焊可以防风,但应避免过度潮湿。水会导致焊缝出现孔隙。
注意:良好的准备和仔细的技术可帮助您从焊条焊接设置中获得最佳结果。在开始主项目之前,请务必在废品上测试您的设置。

正确设置是成功焊接的第一步。在开始之前,您需要关注几个重要因素。气体的选择非常重要。对于不锈钢,请使用含有至少 98% 氩气的保护气体。这有助于保护您的焊缝免受污染并保持电弧稳定。伸出长度也发挥了作用。 3/8 英寸伸出效果很好,但您可能需要根据具体情况进行调整。高电流喷枪(例如 400 安培型号)最适合处理重型材料。对于较轻的工作,您可以使用额定电流为 200-300 安培的喷枪。下表总结了这些设置注意事项:
| 考虑 | 细节 |
|---|---|
| 气体选择 | 不锈钢需要至少 98% 的氩气才能进行有效焊接。 |
| 正确的坚持 | 建议使用 3/8 英寸的伸出部分,但可能需要根据具体情况进行调整。 |
| 安培数选择 | 重型材料需要高安培的喷枪(400 安培),而较轻的作业可能使用 200-300 安培。 |
提示:请务必检查您的设备并确保您的设置与材料的厚度相匹配。
测试焊接可帮助您在处理主要项目之前微调设置。您应该始终对与您的实际工作相匹配的废料进行测试。这可以让您查看电流强度、电压和送丝速度是否正确。对于 3/8 英寸厚度,一个好的起点是 250-275 安培、25 伏和每分钟 140-170 英寸 (ipm) 的送丝速度。下表显示了这些推荐设置:
| 材料厚度 | 安培数范围 | 电压 | IPM |
|---|---|---|---|
| 3/8英寸 | 250-275 安培 | 25伏 | 140-170 次/分钟 |
仔细观察您的测试焊缝。如果您发现渗透不良或飞溅过多,则可能需要调整设置。清洁基材并检查保护气体流量。如果需要,请使用较短的伸出部分。定期维护设备也有助于防止出现问题。
您需要调整电流强度才能在 3/8 英寸不锈钢上获得最佳效果。较高的安培数可提供更深的穿透力,这对于较厚的材料非常重要。对于单道焊接,通过仔细控制热输入和稳定的电弧,您可以达到 5/16 英寸的焊接深度。对于较厚的部分,请使用多道焊接以避免翘曲并保持焊缝坚固。始终选择正确的保护气体,例如氩气混合物,以实现更清洁的焊接。在开始之前,通过对接头进行斜切和清洁来准备接头。
常见错误包括忽略材料厚度、忽视焊接位置以及未检查规格。您应该始终将电极尺寸与厚度相匹配,并为您的机器选择正确的设置。如果您发现渗透不良或飞溅过多,请尝试降低设置、清洁材料或增加电压。通过检查和更换磨损部件来保持设备处于良好状态。
注意:随时调整您的设置。微小的变化可以使焊接质量和外观产生很大的差异。
焊接 3/8 英寸不锈钢时,请使用以下安培范围作为起点:MIG(170–200 安培)、TIG(150–180 安培)和 Stick(约 150 安培)。
从推荐的设置开始,并根据焊缝外观和熔深进行调整。
在废品上测试您的设置以微调您的设置。
正确的设置和技术对于牢固、干净的焊接至关重要。
焊接和冷却过程中用惰性气体保护焊缝根部,以确保耐腐蚀性能。
开始时,MIG 电流应为 170–200 安培,TIG 电流应为 150–180 安培,Stick 电流应约为 150 安培。首先对废金属进行测试并根据需要进行调整。
140 安培的焊机可能无法提供足够的功率来完全熔透 3/8 英寸的不锈钢。使用额定电流至少为 180 安培的机器,您将获得更好的结果。
使用三混合气体(氩气、氦气和二氧化碳)或 98% 氩气和 2% CO2。这种混合物有助于防止氧化并保持焊缝清洁。
牢固地夹紧工件。使用短焊缝并在焊道之间进行冷却。多道焊接有助于控制热量并减少翘曲。
3.2 毫米(1/8 英寸)钨丝效果最佳。它可以处理该厚度所需的更高电流强度,并为您提供稳定的电弧。
暗淡或灰色的焊缝通常意味着保护气体覆盖不良或过热。检查您的气体流量和行驶速度。焊接前清洁母材。
是的,焊接不锈钢时应该用氩气进行反吹扫。这可以保护焊缝根部免受氧化并确保耐腐蚀性。


